



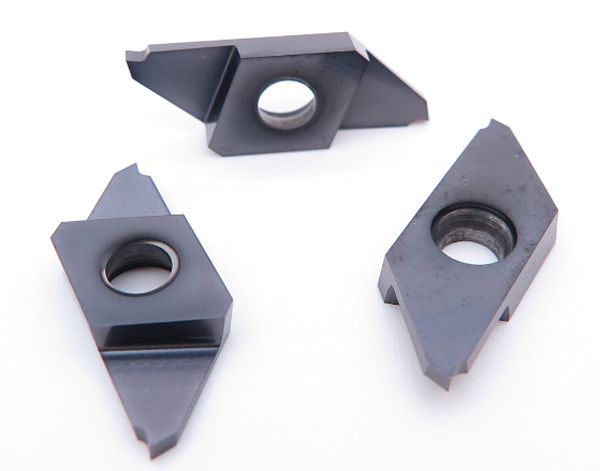
数控刀片
主要有台湾正河源、台湾豪力辉和台湾安威3个品牌的数控刀柄。正河源刀柄 主要提供BT/MLC直筒式强力刀柄、MTB钻头刀柄(螺丝锁紧)、BT伸缩ER攻牙刀柄、BT/SPU直结式钻头刀柄、BT/FMB平面铣刀刀柄(直式柄)、BT/MTA钻头刀柄(莫氏硬度带扁尾型)、BTBT/SLN侧固式铣刀刀柄(JIS型)。台湾豪力辉刀柄 主要提供强力型、NT/ER型、BT/ER型、OZ型和R8/ER型立铣刀刀柄和刀柄组,以及OZ(25#/32#)刀柄组、MT/ER立铣刀刀柄、ST/ER直柄刀柄、快速交换刀柄组和NT40(ST)自动钻夹快速交换刀柄组等多个产品,以满足客户的需求。台湾安威刀柄 主要提供油压刀柄、强力铣夹刀柄、自紧式钻夹刀柄、大小口径刀柄、ASK/ADB/ERA等系列的各种刀柄。
查看详情 →

数控刀杆
主要有台湾正河源、台湾豪力辉和台湾安威3个品牌的数控刀柄。正河源刀柄 主要提供BT/MLC直筒式强力刀柄、MTB钻头刀柄(螺丝锁紧)、BT伸缩ER攻牙刀柄、BT/SPU直结式钻头刀柄、BT/FMB平面铣刀刀柄(直式柄)、BT/MTA钻头刀柄(莫氏硬度带扁尾型)、BTBT/SLN侧固式铣刀刀柄(JIS型)。台湾豪力辉刀柄 主要提供强力型、NT/ER型、BT/ER型、OZ型和R8/ER型立铣刀刀柄和刀柄组,以及OZ(25#/32#)刀柄组、MT/ER立铣刀刀柄、ST/ER直柄刀柄、快速交换刀柄组和NT40(ST)自动钻夹快速交换刀柄组等多个产品,以满足客户的需求。台湾安威刀柄 主要提供油压刀柄、强力铣夹刀柄、自紧式钻夹刀柄、大小口径刀柄、ASK/ADB/ERA等系列的各种刀柄。
查看详情 →
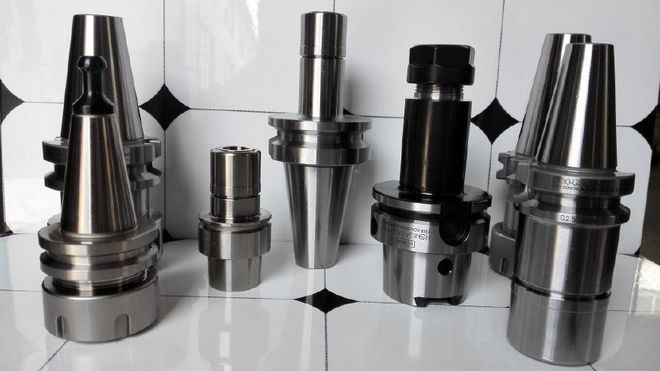
数控刀柄
主要有台湾正河源、台湾豪力辉和台湾安威3个品牌的数控刀柄。正河源刀柄 主要提供BT/MLC直筒式强力刀柄、MTB钻头刀柄(螺丝锁紧)、BT伸缩ER攻牙刀柄、BT/SPU直结式钻头刀柄、BT/FMB平面铣刀刀柄(直式柄)、BT/MTA钻头刀柄(莫氏硬度带扁尾型)、BTBT/SLN侧固式铣刀刀柄(JIS型)。台湾豪力辉刀柄 主要提供强力型、NT/ER型、BT/ER型、OZ型和R8/ER型立铣刀刀柄和刀柄组,以及OZ(25#/32#)刀柄组、MT/ER立铣刀刀柄、ST/ER直柄刀柄、快速交换刀柄组和NT40(ST)自动钻夹快速交换刀柄组等多个产品,以满足客户的需求。台湾安威刀柄 主要提供油压刀柄、强力铣夹刀柄、自紧式钻夹刀柄、大小口径刀柄、ASK/ADB/ERA等系列的各种刀柄。
查看详情 →

B2-2008 偏心轴外圆磨床
机床性能结构特点B2-2008型偏心轴外圆磨床是适用于小型偏心轴类零件磨削的专用机床。该机床精度可靠。头架安装专用卡具,液压夹紧方式固定工件,加工精度稳定。砂轮架采用套筒式整体瓦动静压轴承主轴系,回转精度高,刚性好。进给导轨采用贴塑导轨,吸震耐磨,提高慢速运行的稳定性。整体布局合理,造型美观,操作手柄集中、形象、操作简单、安全。机床液压驱动采用螺杆泵,运行平稳,噪音小。机床规格参数 规格单位B2-2008最大回转直径mmΦ240中心高mm180顶尖间最大重量kg30砂轮(最大)外径×宽×内径mmΦ500×B×Φ203线速度mm/sec45砂轮架最小进给量mm0.001工作台型式双层工作台头架卡具液压卡紧转速r/min30-300(无级调速)机床电机总功率kw7净重kg2100工作精度(标准试件)检验项目B2-2008圆度0.0015mm - 优于国标圆柱度0.003 mm - 优于国标对称度0.080 mm - 优于国标外圆表面粗糙度Ra 0.2μm 平面布局图注:主要垫铁■ 辅助垫铁●单位:mm最大磨削长度A(床身长)B(工作台长)C (工作台两极限位置间距离)D(地基长)5001500180024001700*由于技术不断发展,本页面提供参数仅供参考,产品规格、精度、外观变更恕不另行通知。
查看详情 →

B2-K087 车桥专用数控端面外圆磨床
机床性能结构特点B2-K087型车桥专用数控端面外圆磨床是我公司在多年数控磨床设计制造、使用经验和新技术的基础上,为汽车行业开发的专用数控机床产品。具有高刚性、高效率及高适应性的特点。该机床适合用于车桥零件轴端的精密加工,操作简便、性能可靠。整体防护,维护方便符合人机工程要求。砂轮主轴采用套筒式动静压主轴系,具有回转精度高,刚性强的特点。两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度可达5m/min。可选择多种形式金刚石修整装置(安装在头架后侧),实现复杂砂轮形面的精密修整,且自动补偿。配置主动测量装置,实现磨削加工的全闭环控制。采用数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。机床规格参数 规格单位B2-K087最大回转直径mmΦ640顶尖距mm2700中心高mm335最大磨削直径mmΦ500顶尖间最大重量kg500控制系统FANUC SIEMENS砂轮(最大)外径×宽×内径mmΦ750×250×Φ305线速度mm/sec50砂轮架全行程mm350进给速度mm/min0.1~5000最小设定单位mm0.001斜置角度度20工作台型式两层调锥工作台进给速度mm/min0.1~5000最小设定单位mm0.001头架顶尖MT.NO5转速r/min15-150(无级调速)尾架顶尖MT.NO5顶尖行程mm100电气系统砂轮主轴电机kw37砂轮架进给N.m30(FANUC)/36(SIEMENS)工作台进给N.m30(FANUC)/36(SIEMENS)头架主轴Kw5.5KW变频电机液压泵kw1.1(4P)砂轮主轴轴承润滑油泵kw2.2(4P)容积液压油+润滑油油箱L75主轴轴承油箱L75净重T18工作精度(车桥零件轴端)检验项目B2-K087圆度0.01mm直线度0.01/200mm粗糙度Ra 0.8μm(外圆)Ra 1.6μm(端面) 平面布局图*由于技术不断发展,本页面提供参数仅供参考,产品规格、精度、外观变更恕不另行通知。
查看详情 →

B2-K2008 偏心轴数控外圆磨床
机床性能结构特点B2-K2008型偏心轴数控外圆磨床是适用于小型偏心轴类零件磨削的专用机床。该机床精度可靠,已在多家压缩机生产厂家得到应用。机电一体化结构布局,整体防护,维护方便符合人机工程要求。头架安装专用卡具,液压夹紧方式固定工件,加工精度稳定。砂轮主轴采用套筒式动静压主轴系,具有回转精度高,刚性强的特点。砂轮线速度45m/s。两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服电机-滚珠丝杠副驱动,最小设定单位为0.1μm。金刚石修整装置(安装在头架后侧),且自动补偿。配置主动测量装置,实现磨削加工的全闭环控制。采用数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。机床规格参数 规格单位B2-K2008最大回转直径mmΦ320中心高mm160最大磨削直径mmΦ100头架卡持最大重量kg30控制系统FANUC SIEMENS砂轮(最大)外径×宽×内径mmΦ600×B×Φ305线速度mm/sec45/[50]砂轮架进给速度mm/min0.1~5000最小设定单位mm0.001工作台进给速度mm/min0.1~5000最小设定单位mm0.001头架卡具液压卡紧转速r/min30-300(无级调速)电气系统砂轮主轴电机kw7.5砂轮架进给N.m12(FANUC)工作台进给N.m8(FANUC)容积液压油+润滑油油箱L45主轴轴承油箱L45净重kg5450工作精度检验项目B2-K2008圆度0.0015mm - 高于国标圆柱度0.003 mm - 高于国标外圆表面粗糙度Ra 0.2μm 平面布局图*由于技术不断发展,本页面提供参数仅供参考,产品规格、精度、外观变更恕不另行通知。
查看详情 →

B2-K3000 高精度复合磨削中心
机床性能结构特点B2-K3000系列高精度复合磨削中心是我公司在多年数控磨床设计制造的基础上开发的具有自主知识产权的高档数控机床。本机床采用先进的柔性复合加工技术,多种砂轮的组合型式形成系列。一次装夹完成工件外圆、内圆、端面、锥面、非圆、曲面等部位的磨削加工,完全改变多台机床分序加工的传统加工方式。具有加工精度高、加工效率高及加工柔性高的特点。适用于军工、航空、刀具、量具、机床、汽车等行业的精密机械加工领域。机床结构布局合理, 整体防护,维护方便符合人机工程要求。采用人造花岗岩床身,吸振性能好、刚性强、热稳定性高。砂轮架集成动静压轴系、动压轴系、电动轴系,可同时布置外圆砂轮、端面外圆砂轮、内圆砂轮;选用各种砂轮的组合,最大限度满足用户的工艺需求。机床最多可控制7 个数控轴(4 个直线轴和3 个旋转轴),实现多工序敏捷、柔性磨削加工。砂轮架移动(X 轴)采用直线电机(或伺服电机)+ 闭式高精度导轨驱动,保证了磨削进给的准确性、灵敏性、高响应性;工作台(Z轴)移动为交流伺服-滚珠丝杠副驱动;砂轮架回转(B轴)采用力矩电机(或伺服电机)驱动,定位精度± 3″,保证了多砂轮的准确换位;同时可实现X-Z-B轴联动,完成异形圆柱面的(曲面)磨削。工件回转系统(C轴)采用力矩电机、角度编码器驱动,高精度滚动轴承轴系,回转精度高,动态响应性高;C-X 轴联动,实现非圆、偏心圆等的磨削。配置伺服驱动移位式大行程尾架(W1轴)、伺服驱动移位式头架(W2 轴),适应零件加工品种的快速、灵活转换及机床的自动上下料。可选择多种形式金刚石修整装置(安装在头架后侧),实现精确的数控修整,且自动补偿。配置主动测量装置,实现高精度磨削加工的全闭环控制。机床规格参数 规格单位B2-K3020B2-K3032最大回转直径mmΦ220Φ340顶尖距mm10001500中心高mm180180最大磨削直径mmΦ200Φ320内孔磨削范围mmΦ13~φ80Φ16~φ120顶尖间最大重量kg100控制系统FANUC SIEMENS配置砂轮数3个(外圆, 端面外圆, 内圆)砂轮架(X轴)进给速度mm/min0.05~5000最小设定单位mm0.001工作台(Z轴)型式两层调锥工作台进给速度mm/min0.05~5000最小设定单位mm0.001头架顶尖MT.NO5转速r/min30-300(无级调速)尾架顶尖MT.NO4顶尖套筒行程mm35净重kg1000012000工作精度(标准试件)圆度(外圆/内圆)0.001mm /0.0015mm纵截面直径一致性0.002mm粗糙度Ra 0.01μm (纵磨)Ra 0.32μm (切磨)Ra 0.63μm (端面) 平面布局图*由于技术不断发展,本页面提供参数仅供参考,产品规格、精度、外观变更恕不另行通知。
查看详情 →


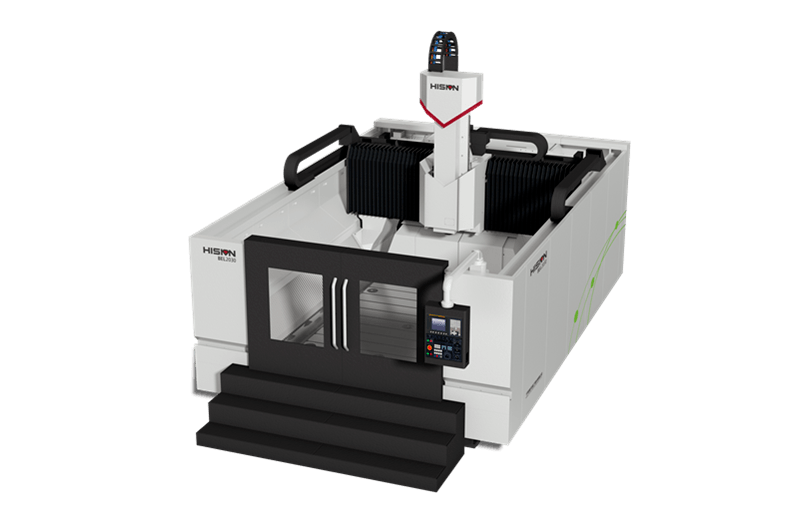
结构件专用高速龙门动柱式加工中心
BEL/BFL 结构件专用高速龙门动柱式加工中心适合铝合金结构件的切削加工,尤其适合曲面及特殊角度的孔、面加工,广泛适用于轨道交通、汽车副车架、新能源电池包等结构件。
查看详情 →

