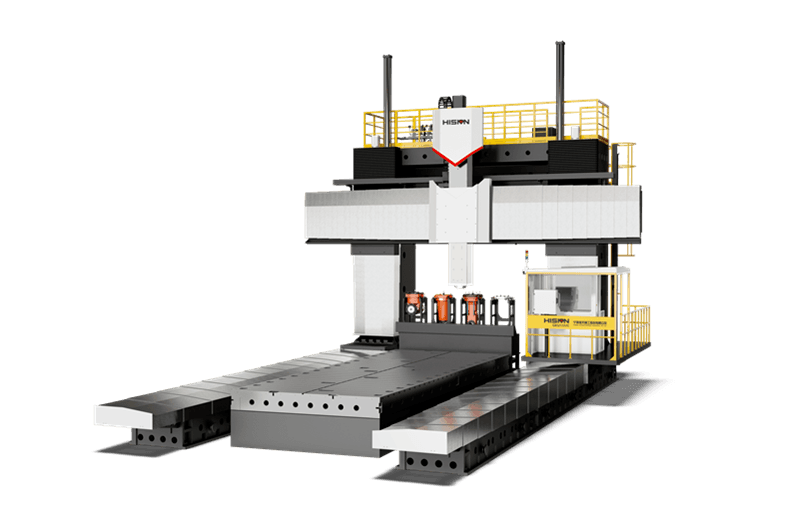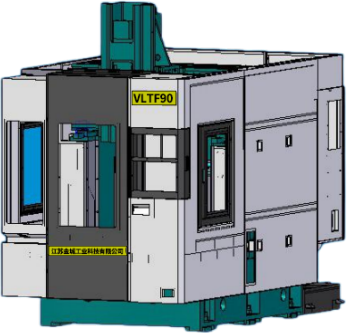

一、VLTF90陶瓷复材加工中心结构简述
整机:采用固定式工作台、XYZ 三个直线轴均为主轴移动的高架桥式 全动柱结构, 如上图所受; 工作台和工件在加工时保持静止, 并且刀库与运 动部件分离,使整个三轴导轨、滚珠丝杠和电机均远离切削区,各轴负载比较 均匀,有很好的精度保持性和动态控制性能;主轴伺服电机为大功率交流伺服 电机,可进行重负荷切削; 该机床广泛应用于黑色及有色金属、复合材料等各 类通用机械、汽车摩托车部件、注塑模具、铸造钢模、陶瓷材料、 石英材料、
水晶材料、 石墨材料、通信产品加工。
底座部件: 底座与两侧立柱整体铸造结构设计, 整机具有足够的强度、 刚性和稳定性, 设计理念先进新颖、合理, 维修工艺性好。机床经有限元分析 及性能试验验证,其动态性能好、运动精度控制准确、加工精度稳定且保持性
好。
进给机构:三向进给单元采用台湾上银(HIWIN)或银泰(PMI)公司产品 C3 级精密双螺母滚珠丝杠,在两端施加预紧,可消除热伸长造成的精度损失; 数字式进给伺服电机通过高扭转刚度的进口联轴器与滚珠丝杠直结,缩短传动 链,提高位置精度。针对粉尘的工作环境,在丝杠上增加二次隔离装置--弹性护
罩,进一步提高丝杠部件的工作环境。
导轨副:X 轴、Y 轴、Z 轴三向均采用台湾上银(HIWIN)或银泰(PMI) 公司精密级线性滚柱式高刚度导轨支撑,控制性能优越、运动平稳、精度高, 组合成符合数控技术发展的高刚性、高稳定性机械导向系统。针对粉尘的工作
环境,在导轨滑块上再增加一道隔板防护,进一步提高导轨部件的工作环境。
主轴部件:高性能的台湾进口整体直连主轴部件,响应快、控制性能优越, 其平衡等级达到 G1.6 级,在保证 12000rpm 高速运转稳定性的同时,温升可以 保持不大于 25 °C 。主轴部件与主轴伺服电机直结,没有同步带的噪声和使用 寿命影响。轴承采用日本 NSK 的主轴专用陶瓷球、NBU15 进口润滑脂润滑, 可使主轴轴承得到恒定和可靠的润滑,既环保,又免维护,性能卓越;专有的
主轴气密保护,对立式加工的主轴轴承具有有效的安全保护。
刀库:配置的固定排刀座式的刀具仓,刀具数量可以依照工艺要求选择性配置,标准容 量为 6 把,基本可以满足零件在一次装夹下自动完成铣、钻等多种工序的加工。其工作方式: 换刀时刀库门帘自动打开,主轴将刀具归仓,再抓取新选择的刀具;完成刀具交换程序后,刀库门
帘再自动封闭,隔离切削粉尘等。
横梁部件: 横梁、滑鞍、主轴箱等大件均采用优质树脂砂造型、高强度优 质铸铁铸造、箱形或蜂窝状结构,并布置有足够加强筋板,多次时效处理,从
而使机床得到高刚性和长久稳定的精度。
控制系统: 该机床采用 FANUC 0iMF 全新系列的数控系统 ,是 FANUC 公司的全数字式伺服控制系统,功能强大且可靠,具有较大的市场占有率, 操作维修方便,具有 RS232 和 CF 卡增容接口 、LCD 液晶显示屏 ,方便编 程、传输、存储、显示和通讯;具有坐标联动、误差补偿、刀具管理、程 序预读、自动报警等功能。主要电气元器件采用进口知名品牌的产品配套, 确保整个控制系统的稳定性。根据用户工厂工作环境情况,机床的电控柜
设置工业空调,保证电控元件的可靠工作环境。
电气系统全面贯彻 GB5226 国家强制性标准,保证良好的人机环境。
机床的多项安全保护与互锁措施,确保人机安全。
工艺特色措施:机床的主要基础零部件均有本公司制造完成,其加工精度 和工艺流程完全按照金城工业科技公司的定制数据完成。装配工艺严格按照流 程组装、检查、检测,确保产品质量的稳定性和一致性; 一机一卡终身质量跟
踪。
整机 100%均由镭射检测校验。特色的整机防护结构,使得切削区的油雾、粉尘 与运动部件隔离,增加油雾烟尘收集装置后可以集中处理由此而产生的污染。
公司自行开发的功能软件包:
主轴立/卧转换精镗加工功能 |
当机床立式主轴通过自动或手动转换为卧式主轴(如安装卧式侧铣头)时, 通过执行专用指令代码,可自动实现侧面镗孔精加工(镗刀头径向自动让刀)的 特殊要求,反之也可由侧面卧式加工方式转换为立式加工方式时自动实现精镗加
工之让刀要求。
快速移动和切削进给的反响间隙分别补偿 |
针对机床实际使用时进给速变化情况,如快速—快速、快速—进给、进给 —快速、进给—进给这 4 种正/反向的转换,机床的实际间隙量有所不同。由于 在出厂时对快速移动或切削进给分别进行了反向间隙测量,并通过软件实现了 上述 4 种情况下补偿与之相匹配的的间隙量,从而提升了机床的动态定位精度,
满足较高精度的加工。
二、VLTF90陶瓷复合加工中心主要技术参数
名 称 | 单位 | 参 数 | 备 注 | |
加 工 范 围 | 三轴行程(X/Y/Z) | mm | 900/900/450 | |
主轴端面至工作台面距离 | mm | 120~570 | 可以定制 | |
主轴中心至横梁导轨面距离 | mm | 580 | ||
工 作 台 | 工作台尺寸(宽 x 长) | mm | 900×900 | |
工作台 T 型槽 | mm | 5- 18H8 | ||
最大承载 | kg | 750 | ||
主 轴 | 主轴转速 | rpm | 12000 | |
主轴锥孔(刀柄) | ISO40 (BT40) | |||
主轴电机 | kw | 7.5/ 11 | ||
速 度 | 快速移动速度(X/Y/Z) | m/min | 36/36/30 | |
切削进给速度 | mm/min | 1~ 10000 | ||
刀 库 | 刀库容量(排刀座式) | 把 | 6 | |
最大刀具直径/长度/重量 |
| |||
刀具选刀方式 | 任意选刀 | |||
刀具交换时间(刀-刀) | S | 6 | ||
机床 精度 | 定位精度(X/Y/Z) | mm | 0.008 | |
重复定位精度(X/Y/Z) | mm | 0.005 | ||
其 它 | 最大钻孔直径(45 钢) | mm |
| |
最大攻丝直径(45 钢) | mm | M16 | ||
铣削能力(45 钢) | cm。/min | 200 | ||
气源流量 / 气压 | 500L/min 6~8bar | |||
电源容量 | kVA | 35 | ||
切削液槽容积 | L | 320 | ||
机床外观尺寸(长×宽×高) | mm | 2750×3900×3500 | ||
机床重量 | kg | 13200 | ||
三、VLTF90陶瓷复材加工中心主要配套件
机械部分
序号 | 名称 | 规格 | 制造厂商 | 备注 |
1 | 主要大件 | 树脂砂铸件 | 本公司制造 | |
2 | 主轴部件 | BT40/12000 | 台湾 | 直连 |
3 | XYZ 滚珠丝杠 | 双螺母 | HIWIN/PMI | 订制密封 |
4 | XYZ 直线滚动导轨 | HIWIN/PMI | 订制密封 | |
5 | XYZ 滚珠丝杠轴承 | NACHI 或 KOYO | ||
6 | 排刀座式刀库 | BT4006 | 台湾 | |
7 | 主轴恒温油冷却系统 | 三河同飞 | ||
8 | 集中润滑系统 | 定时定量 | 佛山河谷 | 中日合资 |
9 | 粉尘收集装置 | 定制 | ||
10 | 气动元件 | 台湾亚德克 | ||
11 | 导轨防护罩壳 | 专业厂家协作 | ||
12 | 外钣金防护罩壳 | 专业厂家协作 |
电气部分
序号 | 名称 | 规格 | 制造厂商 | 备注 |
1 | 数控系统 | 0iMF | FANUC | 10.4 LCD |
2 | 进给伺服电机及驱动装置 | βi 系列 | FANUC | |
3 | 主轴伺服电机及驱动装置 | βi 系列 | FANUC | |
4 | 无挡块回零指示牌 | 定制 | 宝利数控 | |
5 | 接触器 | AC110V | 施耐德 | |
6 | 继电器 | DC24V | 和泉 | |
7 | 自动开关/断路器 | 施耐德 | ||
8 | 变压器 | 专业配套公司 | ||
9 | 热交换器 | 三河同飞 | ||
10 | 机床操作面板 | 定制 | 宝利数控 |
四、VLTF90陶瓷复材加工中心随机附件
机床随机附件清单
序号 | 名称 | 规格 | 制造厂商 | 备注 |
1 | 机床地脚螺栓及垫铁 | 1 套 | ||
2 | 数控刀柄及拉钉 | BT40 | 1 件 | |
3 | 内六角扳手 | 1 套 | 5 件套 | |
4 | 螺丝刀 +字和 –字 | 1 套 | 各一件 |
机床随机文件清单
序号 | 名称 | 规格 | 制造厂商 | 备注 |
1 | 装箱单 | 1 套 | ||
2 | 机床合格证明书 | 1 套 | ||
3 | 机床机械使用说明书 | 2 套 | ||
4 | 机床电气使用说明书 | 2 套 含电气原理图 1 套 | ||
5 | CNC 系统合格证/保证书 | 1 套 | ||
6 | 系统出厂参数表 | 1 套 | ||
7 | CNC 系统资料 | 操作编程 | 2 份其中 1 份为光盘 |
五、VLTF90陶瓷复材加工中心执行标准
GB/T 9061-2006 金属切削机床通用技术条件
GB 5226.1-2008 机械安全 机械电气设备 第 1 部分 通用技术条件
GB 15760-2004 金属切削机床安全防护通用技术条件
GB/T 18400.2-2010 加工中心检验技术条件 第 2 部分 立式或带垂直主回转
轴的万能主轴头机床几何精度检验
GB/T 18400.4-2010 加工中心检验技术条件 第 4 部分 线性或回转轴线的定
位精度和重复定位精度检验
六、VLTF90陶瓷复合加工中心的工作环境
电源:3AC 380V±10% 50HZ±1HZ
海拔高度:≤1500m
环境温度:5~45°
相对湿度:≤85%
环境:无有害和腐蚀性气体、液体、粉尘;无强烈震动、强磁场、强辐射
![]() 咨询热线
咨询热线
(0523) 86288888
手机:13905263002(微信同号),13905263112
邮箱:thjc9988@139.com
地址:江苏省泰州市海陵区长兴路168号


扫一扫 联系我们